
В фирму ООО ПКФ «Гриф-Агро» поступило от производства ГК ЭТЕРНИС о производстве предохранительного клапана.

Данный клапан предназначен для защиты от механического разрушения оборудования избыточным давлением путём автоматического выпуска избытка газообразной среды из систем с давлением сверх установленного. Клапан состоит из корпуса, крышки, прижима, прокладки и мембраны.
Для начала началось производство внешних частей предохранительного клапана – крышки и корпуса, а также прижима.

Так же были про изведены паронитовые кольца, путем изготовления пробойника с последующие его применением. Заключительным и самым ответственным элементом в данном узле является мембрана.
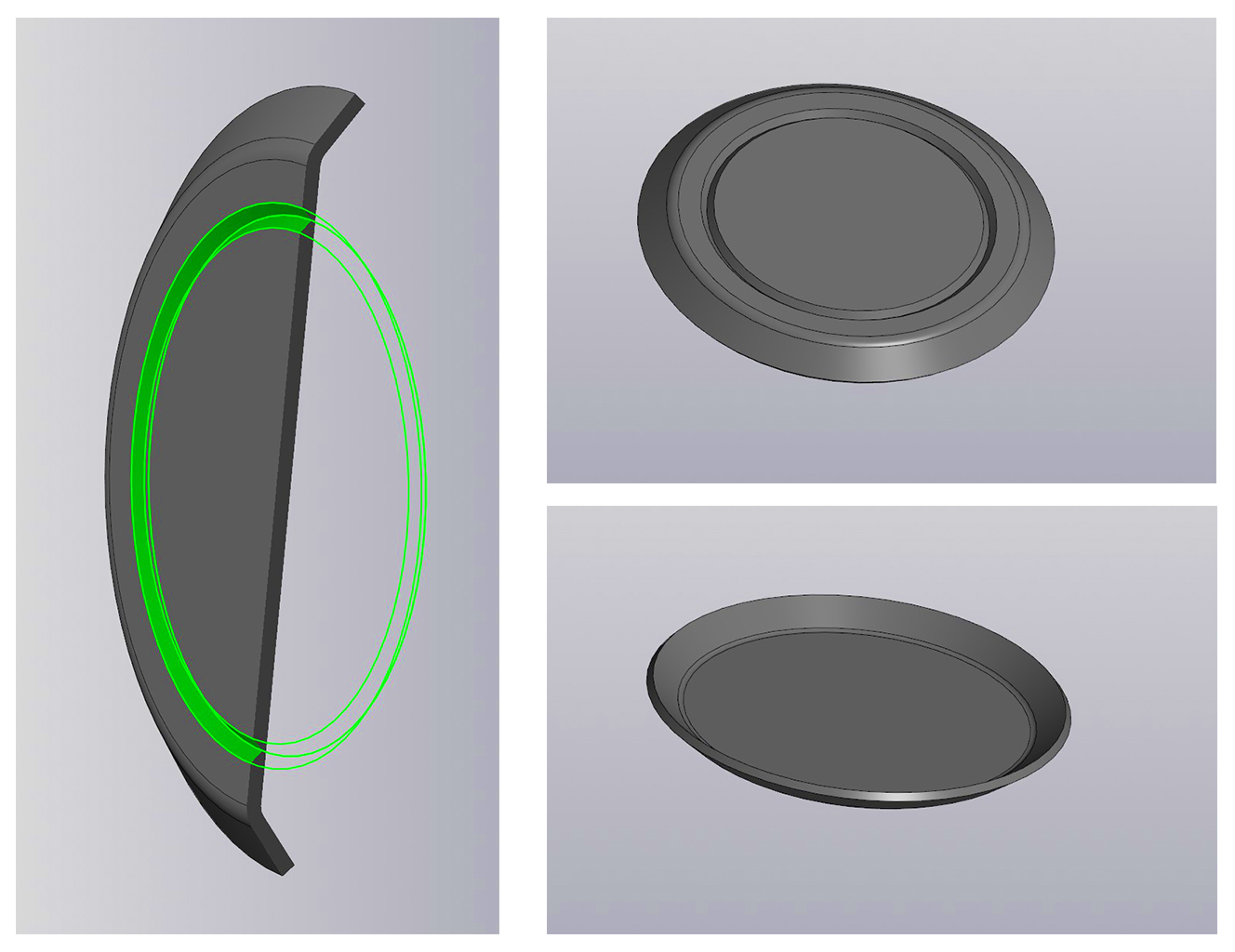
Мембрана имеет толщину в 0.5 мм изготавливается из алюминия. Так же на мембране имеется кольцевидная треугольная канавка глубиной 0.4 мм. Исходя из технического задания данная мембрана должна срабатывать в строго определенном диапазоне давления путем разрыва материала вдоль треугольной канавки.
Треугольная канавка в мембране традиционно изготавливается механической обработкой. В нашем случае было принято решение отказаться от традиционного изготовления и попытаться изготовить мембрану и канавку методом штамповки.
Для изготовления данной детали (мембрана) были спроектированы и изготовлены два штампа – вырубной и гибочный.

Вырубной штамп вырубал из полосы круглые заготовки которые впоследствии использовались в гибочном штампе.

В гибочном штампе происходит гибка мембраны и штамповка треугольной канавки. По окончании штамповки мембрана посредством сжатого воздуха извлекается из матрицы штампа.
Следующей операцией в изготовлении данного изделия является сборка и проверка качества. Проверка мембраны проходила на специально разработанном стенде.

Данный стенд симулирует реальную эксплуатационную среду в которой находится предохранительный клапан. Так же на стенде проверяется как ведет себя клапан при внештатной ситуации – повышении давления выше критической отметки. То как происходили испытания, а также пояснение устройства стенда можно увидеть на видео ниже.
Данной процедуре проверки подвергся каждый клапан из партии. После проверки изделия были упакованы и отправлены заказчику.